

Guidelines for Cross-Cut Adhesion Test in Downlight Quality Control
Why Surface Integrity is the “Silent Seller” in Lighting business?
When selecting high-spec downlight for commercial or residential projects, the durability of the finish is just as critical as the LED performance. For European wholesalers, providing lighting products that resist peeling, chipping, and corrosion is essential for maintaining brand reputation and reducing costly returns.
One of the most vital quality benchmarks in our industry is the Cross-Cut Adhesion Test (commonly known as the Grid Test). This standardized test is used to verify the adhesion of the coating—whether powder-coated, electroplated, or anodized—on the downlight’s material.
What is the Cross-Cut Adhesion Test ?
The Cross-Cut test also called Grid Test.It is a specialized method used to evaluate the resistance of paint or coatings to separation from a substrate. At KINGDA Lighting, we perform this test according to ISO 2409 and ASTM D3359 standards to ensure our downlight fixtures meet the rigorous demands of the European architectural market.
During the test, a specialized cross-cut blade is used to scratch a grid pattern through the coating. We apply enough pressure to ensure the blade cuts all the way down to the metal. Then, an industry-standard adhesive tape is applied over the grid and pulled off. By observing how much paint stays or comes off, we can determine the exact grade of the coating’s adhesion.

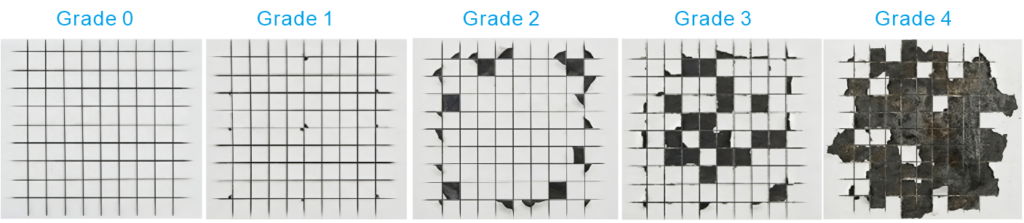
Grid Test Result (Cross-Cut Adhesion)Grading Standards:
The grid test is used to assess the adhesion between the coating or plating layer and the substrate. The test results are usually graded based on the extent of coating peeling. The results are typically divided into the following grades:
Grade 0
No Coating Peel: The coating fully adheres to the substrate with no peeling or detachment.
Result: Perfect adhesion, no issues with the coating and substrate connection.
Grade 1
Minor Peeling: A small amount of the coating peels off, but most of the coating remains attached to the substrate.
Result: Good adhesion, suitable for most applications, but may experience some wear over time.
Grade 2
Moderate Peeling: Most of the coating has detached, leaving some areas still adhering to the substrate.
Result: Weaker adhesion, which could lead to coating damage or peeling; suitable for applications with lower surface treatment requirements.
Grade 3
Extensive Peeling: The majority of the coating has detached, exposing the substrate.
Result: Poor adhesion, not suitable for applications requiring high durability and aesthetics, often requiring re-treatment or repair.
Grade 4
Severe Peeling: Nearly the entire coating has peeled off, exposing the substrate completely.
Result: Very poor coating quality, unable to provide effective protection, immediate improvement of the coating process is necessary.
Summary:
The grid test results range from 0 to 4, with lower grades indicating better coating adhesion. Grade 0 represents perfect adhesion, while Grade 4 indicates almost complete coating detachment, failing to meet quality requirements. When selecting lighting fixtures or other products, ensuring strong coating adhesion is crucial, especially in outdoor or high-moisture environments, as the durability of the coating directly impacts the lighting product’s lifespan.
Downlight Quality Guide: Why the Cross-Cut Test is Critical for Wholesalers
1.Reducing After-Sales Liability and Returns
For a downlight wholesaler, the worst-case scenario is a batch of downlights having paint issues after they are sold. The Cross-Cut test tests that the paint sticks properly to the metal, meeting international standards. This ensures every light fixture stays perfect throughout the warranty period, which means fewer customer complaints and much lower costs for replacements and repairs.
2.Durability During Site Installation
Contractors often use metal tools and handle fixtures roughly during installation. A “Passed” Grid Test ensures the coating can withstand accidental scratches and friction without flaking, preventing “Dead on Arrival” aesthetic complaints.
3.Preventing Substrate Corrosion: Protecting Your Brand and Reputation
In moist environments like bathrooms, kitchens, or spas, even a microscopic “peel” in the coating allows moisture to reach the aluminum. This causes the metal to oxidize rapidly, leading to larger areas of paint detachment and inevitable customer complaints.
The Strategic Defense for Wholesalers & Contractors: A good surface coating for lighting fixtures is your first line of defense in maintaining good quality and a good brand. Ensuring the paint sticks perfectly avoids the high costs of replacing corroded fixtures—such as labor and transportation expenses for sending technicians back to a finished site.

More importantly, it protects customer confidence in your company. Using lighting products that achieve a Grade 0-1 result ensures your projects stay looking brand new for years. This reliability earns long-term trust and helps you secure repeat business from your clients.
The Complete Step-by-Step Process for Grid Testing
Kingda lighting is professional Lighting Manufacturing.We follow a strict 5-step engineering protocol to verify surface quality for GU10 lighting fixture:
1.Surface Preparation: The light fixture is cleaned to ensure zero residues (oil or dust) interfere with the bond.
2.Precision Grid Cutting: Using a specialized cutter, enough pressure to ensure the blade cuts all the way down to the metal,and create a grid of 1mm x 1mm or 2mm x 2mm squares.
3.Standardized Pressure: A pressure-sensitive adhesive tape (complying with ISO standards) is applied firmly over the lattice.
The “Pull” Test: The tape is removed at a steady rate and at a specific angle (60° to 90°) to challenge the coating’s bond.
4.Result Classification: We only accept Grade 0 to Grade 1 results (where the edges of the cuts are completely smooth with 0% detachment).The lighting Products that do not reach level 0-1 will be re-coated
Common Surface Treatment Issues to Verify Before Delivery the GU10 Downlight
Potential Issues:
Grid Test for Powder Coating Quality
Understand the quality of the powder coating through grid tests to prevent customer complaints related to coating issues later on.
Wrinkles, Sand Spots, Sand Holes, Stains, or Exposed Metal Base
Identify the likelihood of defective products in each batch to reduce the chances of delivery issues.
Powder Coating Peeling
Detect poor powder coating quality that may lead to peeling or chipping.
Identify dents caused by collisions during production or transportation.
Before the GU10 Downlight are delivered to your clients, Kingda Lighting will inspect the products for the above-mentioned issues. Through thorough quality checks, we ensure the quality of the lighting fixtures.
As a lighting fixture wholesaler or contractor, after receiving the goods, you should also conduct a secondary inspection for these issues to ensure that the fixtures remain intact and undamaged after long-distance transport by sea, land, or air.

Conclusion: Quality You Can Document
As a European lighting wholesaler, providing stable and reliable quality lighting is key to gaining customer trust and recognition, ensuring long-term partnerships. At Kingda Lighting, the grid adhesion test is an integral part of our Quality Assurance (QA) process. Every GU10 downlight what we sell undergoes rigorous quality checks and meets quality standards, ensuring that each lighting fixture maintains lasting aesthetics and exceptional performance.

Looking for tested and reliable lighting solutions?
The quality of lighting fixtures is non-negotiable. Whether you are a wholesaler or a contractor, Kingda Lighting offers the high-performance products your projects demand.
Contact us right now to get a sample and check the superior quality of our GU10 downlight series for yourself. Our dedicated sales and engineering teams are ready to provide the technical support and solutions you need to impress your clients.
Anti-Glare GU10 downlight Trimless downlight IP65 Recessed downlight



